
发布日期:2025-06-25 08:35 点击次数:111
仅供医学专业人士阅读参考
软致动器可实现与易碎物体和非结构化环境的无缝交互,例如人体、海洋栖息地和不平坦的地形。实现高致动复杂性通常涉及劳动密集型的多步骤成型工艺,并且由于软材料的固有特性,这些致动器的耐用性不如刚性致动器,需要经常更换。
为了应对上述挑战,美国约翰斯·霍普金斯大学Jochen Mueller团队提出了一种自适应核壳喷嘴,用于高效挤出中空软纤维致动器。这种方法通过精确控制打印路径上的壳体厚度和不对称性,将弯曲角度、力和变形序列直接编码为整体制造的结构。相关研究成果以“Adaptive core-shell 3D printing of hollow fiber actuators”为题于2025年5月19日发表在《Device》上。
1. 用于充气纤维印刷的自适应核壳喷嘴
ACS-3DP喷头包含一个实心芯和一个可调形状的壳结构,用于制造中空纤维(图1)。喷头可实时调整壁厚,控制纤维的弯曲角度、作用力和变形模式。喷头安装在笛卡尔龙门系统上,运动和操作由微芯片控制,挤出过程使用体积挤出机实现精确的流量控制,使用PDMS橡胶作为打印材料。
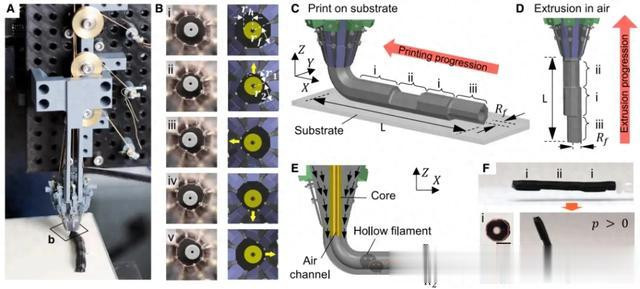
图1 用于充气纤维印刷的自适应核壳喷嘴
2. ACS挤出物表征
随后,研究者通过有限元模拟分析了喷头出口不对称形状对流体流速的影响,并进行了参数扫描模拟来研究喷头不对称度对流体流速比例的影响。同时,使用不同喷嘴出口形状的复制品制造中空纤维,通过扫描图像和壁厚分析验证了打印纤维横截面与喷嘴出口形状之间的差异。实验研究了喷嘴出口形状和打印方向对纤维壁厚的影响,以及喷嘴不对称度对纤维表观的影响,包括纤维表面质量、连续性和内部缺陷的形成(图2)。
研究结果表明,喷头出口的非轴对称形状会导致出口处流体流速不均匀,流速在较宽间隙处更快。随着喷嘴不对称度的增加,流速比例(V2/V1)降低,这主要是由于流体在较窄间隙处受到更大的壁面阻力。此外,打印纤维的横截面积和壁厚与喷嘴出口形状存在显著差异,且平均厚度比始终大于喷嘴出口的比值。随着喷嘴不对称度的增加,这种差异更加明显。喷嘴出口形状的重复性测试显示,ACS-3DP方法具有较高的重复性,能够可靠地生产充气纤维。然而,更不对称的喷嘴配置表现出更大的标准偏差,表明挤出稳定性降低。打印纤维的顶部视图显示了其连续性和表面质量,喷嘴不对称度较低时表面光滑,但随着不对称度增加,表面变得不均匀,出现空隙甚至完全开放的纤维,这表明需要避免过度不对称的喷嘴配置以确保纤维的质量。
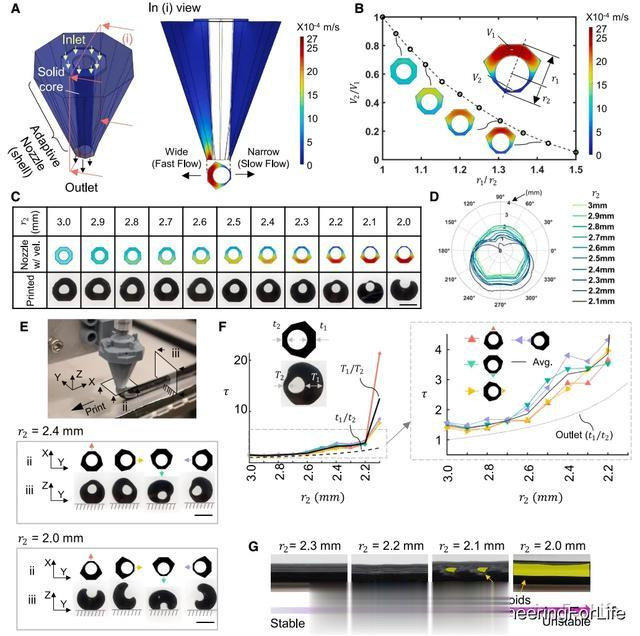
图2 适应性核壳挤出过程的表征
3. ACS- 3DP生产的可充气纤维的特性
之后,研究者通过有限元分析探讨了纤维几何参数(如不对称度τ、关节长度La、面积比Aratio)对弯曲角度α和作用力Fact的影响(图3)。结果表明,随着τ、La或Aratio的增加,弯曲角度α增大;随着输入气压p的增加,α也显著增加,达到近180°。作用力Fact同样随τ、Aratio和p的增加而增加。此外,实验验证了纤维的顺序变形能力,设计并制造了一个具有七个不同弯曲方向段的纤维,其在充气后成功变形为预定的3D形状。这些结果展示了ACS-3DP制造的充气纤维在机器人应用中的潜力。
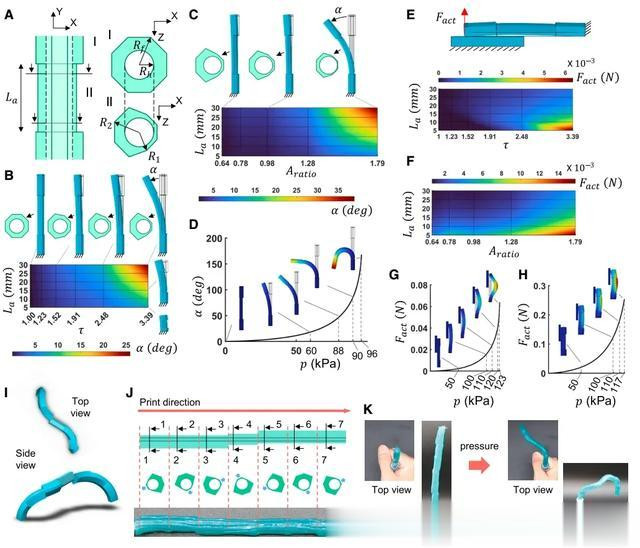
图3 充气纤维变形的表征
4. 用于机器人应用的充气纤维的ACS-3DP技术
最后,研究者通过定制化手部辅助设备和乌龟机器人来展示该技术的潜力。手部辅助设备通过五个独立控制的充气纤维,能够执行多种抓握模式,如镊子抓握、三脚抓握和钩状抓握,每个关节在约150 kPa的气压下可提供约1 N的辅助力,与模拟结果和其他软执行器相当(图4)。乌龟机器人则通过预编程的充气纤维实现复杂运动,仅使用单个气压源,通过设计纤维的不同段实现顺序变形。实验中,乌龟机器人在每个充放气周期内移动4.3毫米,约为其身体长度的2.5%。此外,研究还展示了纤维在充气和放气过程中的非对称性路径,这对于乌龟机器人的前进运动至关重要(图5)。
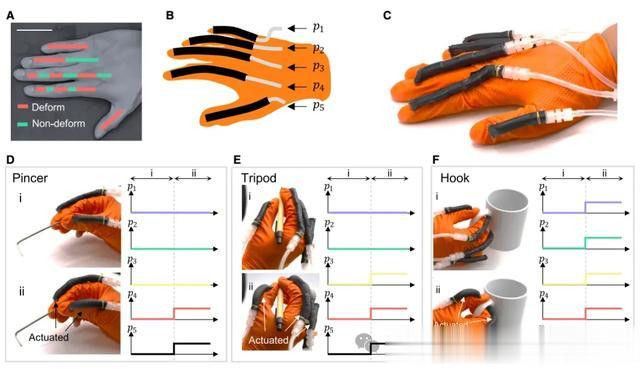
图4 使用ACS-3DP制作的定制手辅助装置
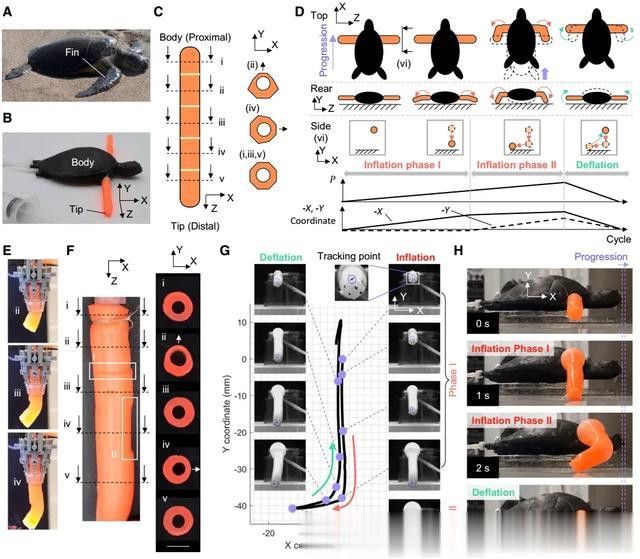
图5 爬行海龟机器人用充气纤维的ACS-3DP
综上,本文提出了一种 ACS-3DP 工艺,用于直接、整体地制造各向异性充气纤维驱动器。所制造的纤维由固定段和可变形段组成,其中可变形段设计为在施加压力时向不同空间方向弯曲。每个段的弯曲程度和驱动顺序分别通过横截面内的方位方向厚度变化和驱动速度来控制。本文展示了这些各向异性纤维在机器人应用中的适用性,包括一种定制的手部辅助设备和一种利用粘弹性通过单压力输入实现非互易纤维变形的爬行乌龟机器人。
了解更多
关注“EngineeringForLife”,了解更多前沿科研资讯